 +86-15371769898
+86-15371769898 [email protected]
[email protected]
+86-15371769898[email protected] In der anspruchsvollen Welt der modernen Fertigung ist die industriell Gummiwalze ist eine unverzichtbare Komponente, die als taktile Schnittstelle zwischen Maschine und Produkt dient. Ob beim Hochgeschwindigkeits-Offsetdruck, bei der Präzisionsfolienkaschierung oder beim Hochleistungskaltwalzen von Stahl – diese präzisionsgefertigten Zylinder sind für die gleichmäßige Druckausübung, die gleichmäßige Übertragung von Flüssigkeiten und die schonende Handhabung empfindlicher Substrate verantwortlich. Auf dem Weg ins Jahr 2026 hat die Nachfrage nach höheren Produktionsgeschwindigkeiten und engeren Toleranzen dazu geführt, dass die Gummiwalzentechnik von einem Massenartikel zu einer kritischen technischen Spezifikation geworden ist. Die Auswahl der „richtigen“ Walze erfordert ein komplexes Zusammenspiel von Polymerchemie, Maschinenbau und Oberflächenwissenschaft. Ein nicht passendes Elastomer oder eine falsche Härte können zu katastrophalen „Ausfallzeiten“, Oberflächendefekten und übermäßigem Materialabfall führen.
Die Leistung und Lebensdauer einer Industriewalze werden in erster Linie durch die chemischen und physikalischen Eigenschaften ihres Elastomerbelags bestimmt. Im Industriesektor ist „Gummi“ ein weit gefasster Begriff, der eine Vielzahl synthetischer Polymere umfasst, die jeweils so konstruiert sind, dass sie bestimmten Umweltbelastungen standhalten. Die Auswahl der richtigen Verbindung erfordert eine Prüfung Ihres gesamten Prozesses – von den Reinigungslösungsmitteln, die am Ende einer Schicht verwendet werden, bis hin zu den Spitzenbetriebstemperaturen während eines Hochgeschwindigkeitslaufs.
Die chemische Grundlage Ihrer Walze bestimmt ihre Beständigkeit gegen „Aufquellen“, „Haarrisse“ und „Abrieb“.
Abgesehen von der chemischen Zusammensetzung wird auch die „Härte“ des Gummis gemessen Shore-A-Skala ist ein entscheidender Faktor für die Prozessqualität.
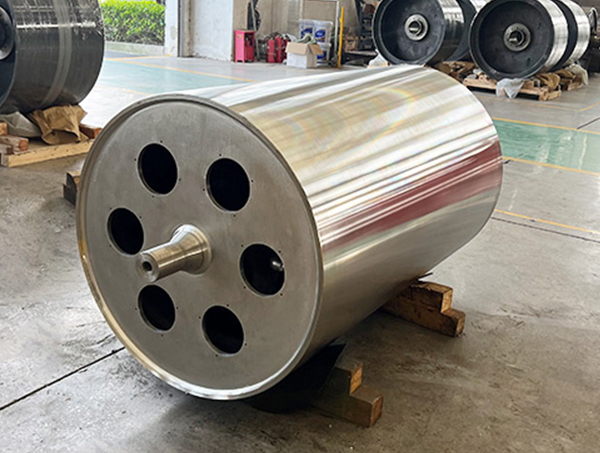
Die strukturelle Integrität einer Gummiwalze hängt sowohl von ihrem inneren Metallkern und der Verbindungstechnologie als auch von ihrer Gummibeschichtung ab. Damit eine Walze „Operational Excellence“ erreicht, muss sie perfekt konzentrisch und dynamisch ausgewuchtet sein. Jegliche Vibration oder Unrundheit bei hohen Drehzahlen führt unweigerlich zu „Rattermarken“ am Produkt und zu einem vorzeitigen Lagerausfall in der Maschine. Im Jahr 2026 nutzen professionelle Hersteller fortschrittliche CNC-Schleif- und Ultraschallprüfungen, um sicherzustellen, dass die Walze von Zapfen zu Zapfen ein perfekter Zylinder ist.
Der Herstellungsprozess beginnt mit der Metallkern , typischerweise aus dickwandigem Stahlrohr, Edelstahl (für Lebensmittel und medizinische Zwecke) oder leichtem Aluminium gefertigt.
Um den Return on Investment (ROI) Ihrer Industriewalzen zu maximieren, ist eine proaktive Wartungskultur unerlässlich. Im Laufe der Zeit kommt es bei allen Gummiwalzen zu einer „Verglasung“ – einem Prozess, bei dem Hitze und Chemikalien dazu führen, dass die Oberfläche glatt, hart und nicht saugfähig wird.
Diese Tabelle dient Ingenieuren als technische Referenz, um ihre Prozessumgebung mit dem richtigen Elastomer- und Härteprofil abzustimmen.
| Industrieller Prozess | Schlüsselstressor | Empfohlenes Elastomer | Härte (Shore A) |
|---|---|---|---|
| Offsetdruck | Ölbasierte Tinten | Nitril (NBR) | 25 - 45 |
| Filmlaminierung | Hohe Hitze | Silikon | 50 - 70 |
| Metallverarbeitung | Hoher Abrieb | Polyurethan (PU) | 80 - 95 |
| Textilfärben | Wasser und Chemikalien | EPDM | 40 - 60 |
| Lebensmittelverpackung | Hygiene / FDA | Weißes Silikon | 40 - 60 |
| Klebebeschichtung | Klebrigkeit/Kleber | Antihaftbeschichtetes Silikon | 30 - 50 |
Das offensichtlichste Anzeichen einer Schwellung ist eine Veränderung des Walzendurchmessers oder eine „Erweichung“ der Gummioberfläche. Wenn die Walze physisch größer ist als ihre ursprüngliche Spezifikation oder wenn sich die Oberfläche „gummiartig“ anfühlt, reagiert sie wahrscheinlich negativ auf eine Chemikalie oder ein Lösungsmittel in Ihrem Prozess.
Beim dynamischen Auswuchten wird sichergestellt, dass das Gewicht der Walze gleichmäßig um ihren Drehpunkt verteilt wird. Ohne sie erzeugt eine sich mit hoher Geschwindigkeit drehende Walze eine „Zentrifugalkraft“, die Vibrationen verursacht, was zu einer schlechten Druckqualität und mechanischen Schäden an Ihrem Gerät führt.
Kleinere Oberflächenkerben können manchmal beim Nachschleifen „ausgeschliffen“ werden. Wenn der Schnitt jedoch den Metallkern erreicht, muss die Walze „erholt“ werden, da ein lokalisierter Fleck während der Produktion fast immer eine „Markierung“ auf dem Substrat hinterlässt.



Spezialisiert auf die Entwicklung und Herstellung verschiedener Walzenformen mit unterschiedlichen Walzenstrukturen.
Telefon: +86-15371769898
E-Mail: [email protected]
Adresse: Nr. 9, Lifada Avenue, Ortschaft Chengdong, Kreis Haian, Stadt Nantong, Provinz Jiangsu, China
Copyright© 2025 Jiangsu Jinhang Machinery Manufacturing Co., Ltd. Alle Rechte vorbehalten.
 Hersteller von kundenspezifischen dünnwandigen Walzen
Hersteller von kundenspezifischen dünnwandigen Walzen
 English
English русский
русский Deutsch
Deutsch